The Manufacturing Process of the HammerCat 35
Fast, Luxurious, Light, and Fuel Efficient.

The HammerCat 35 is a hand build boat, hundreds and hundreds of hours of meticulous construction by a skilled and dedicated team, ensure that all HammerCats are amongst the strongest and best build center-console power-catamarans in the world. Our high-tech epoxy composite construction ensures a high-strength yet light-weight power catamaran. Below a summary of the construction process:
The Hammer Cat 35 Hull starts of as a three-piece mould: the bridge deck / tunnel, and the port / starboard side.
Our Hull constructions starts off with the side hulls being cleaned and prepped for vacuum infusion layup.
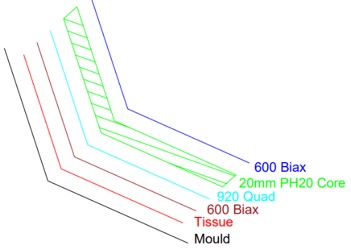
After a deep cleaning and preparation process of the moulds, the infusion materials are laid up, as displayed in the image to the left.
Tissues used are 600 Bi-axial; 920 Quad; 20mm PH20 Core and 600 Bi-axial.

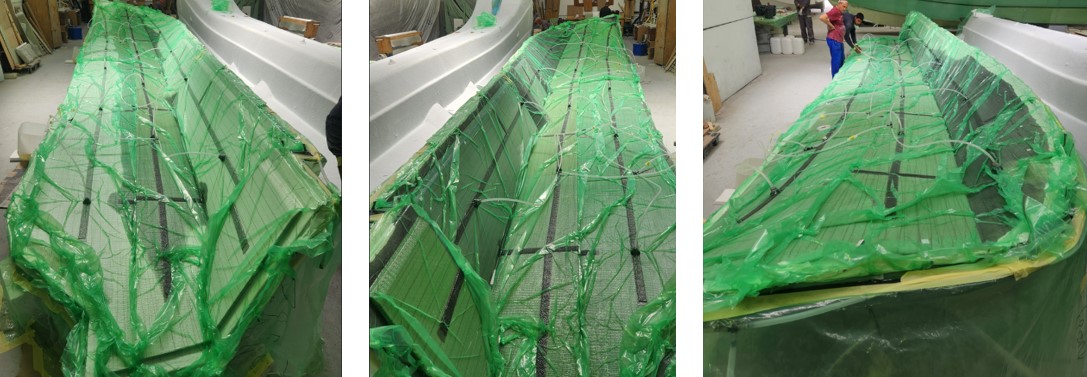
The next step is to place the vacuum infusion bag over all the afore-mentioned materials and placing it under vacuum, ensuring there are no leaks present in the vacuum bag.
After the "drop test" to ensure that the product under vacuum (hull / deck / component) does not lose pressure / leak for about 2 hours, the go-ahead is given to infuse.
At Hammer Yachts we leave the product under vacuum during the night and infuse the next morning. The drop test / vacuum of the product in the mold before infusion is not just to check the integrity of the bag but also to remove all the air and moisture out of the cloth before we infuse the epoxy resin.
A vacuum leak would result in resin not flowing through the fabric and will result in a dry spot / not impregnated resin on the product. Or even worse: partial resin infusion which would result in starting the process from scratch and losing costly materials.
The two-component epoxy resin is carefully mixed to ratio before the vacuum infusion begins. Prior to starting the infusion process, we warm up the resin and hardener, as well as the complete mold decrease the viscosity of the resin. This process ensure less resin uptake, which results in a lighter end-product, but equally strong. Epoxy curing is also determined by the ambient temperature, and depending on the temperature itself, as well as different hardeners. During the curing process, the product is kept under full vacuum by our vacuum machines.
The ratio for mixing the ingredients, the ambient temperature, as well as the application (hull, deck, components) are equally important factors in the construction process.
The epoxy infusion takes roughly about 45-60 minutes (depending on the ambient temperature) to saturate the component; the spreading of the liquids through the laminates and core materials are clearly visible. The moulds are left under vacuum for 8 hours (again, timing depends on ambient temperature and application) in order to cure / harden).
Epoxy resins result in a much stronger molecular bond than a polyester resin which is mostly a mechanical bond. Once the 3 individual hull components are cured, the components are joined. The joined products are ‘wet bagged’ together, wet bagging is a pressurized wet layup join. This process involves epoxy bonding and lamination both from the inside and outside of the hull, thus completing the unique HammerCat hull shape.

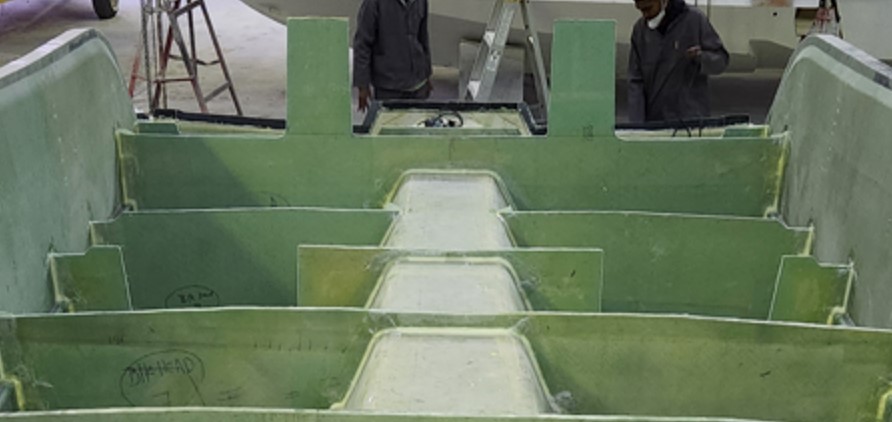
Once the outside of the hull is complete, the C&C cut and composite bulkheads are bonded and laminated into place, the bulkheads act as an integrated structure for the hull as well as a landing for the deck mould at a later stage.

The transom core board is “wet bagged” into place during this bulkhead process. “Wet bagging” is the process where the transom is impregnated with resin beforehand and then placed in the mould. A vacuum film is then placed over the material and the whole piece is vacuumed together, ensuring an extremely strong bond of the components.
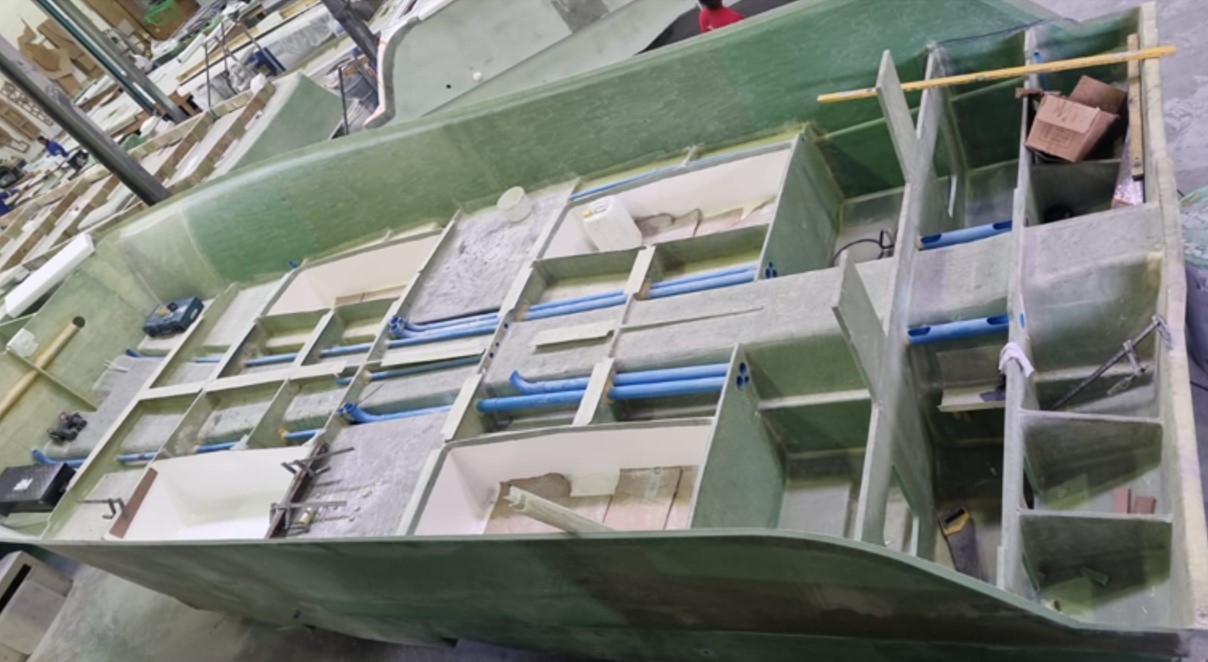
At this stage, the fuel tanks, fish-box hatches, plumbing, depth transducers / fish finders, rigging conduits and flotation are installed.
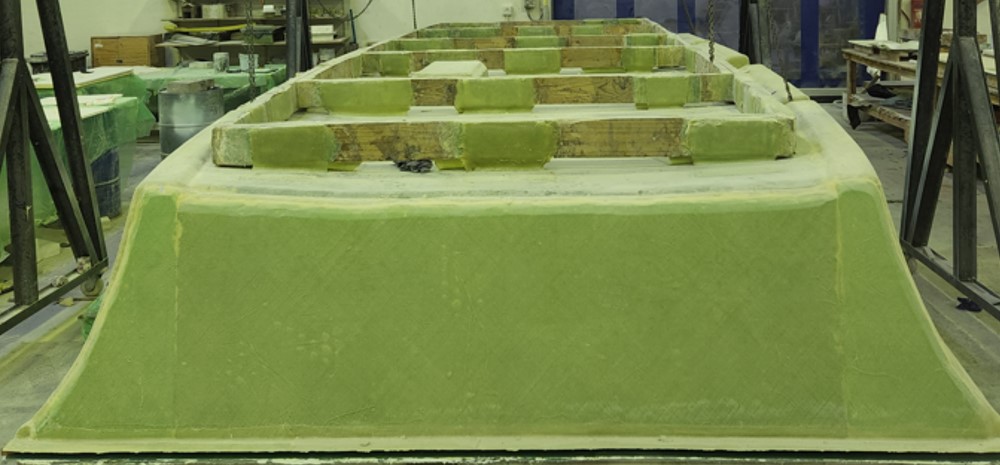
Below a picture of the hull with bulkheads and conduits. Hammer Yachts use one conduit for plumbing, another one for electrical wiring, and a third one for fuel hoses, from the tanks to the engine. The HammerCat 35 has 4 x XXL fish-boxes (4 x 150 GL) which are surrounded by high density foam. This foam serves as insulation (to keep your ice and / or fish cold) as well as flotation: the HammerCat 35 is unique in the fact that the boat is unsinkable.
All below deck areas capped off, there are no open areas, apart from the aft bilge areas. The longitudinal bulkheads from the stern to the aft bulkhead distribute the forces of the outboard engines into the structure of the boat.
All bulkheads and hull components are bonded together, this results in a very stiff and strong ‘mono-coque’ like construction, where the outer skin (hull) carries all or major parts of the forces, as the bulkheads and hull form one structural piece, thus ensuring there is no torque nor flexing in the HammerCat.
Simultaneously another Hammer Yachts team has been working on the deck.
The deck mould is cleaned and prepped with release agent. As the deck and gunnels are ‘high wear areas’, we use 0.9mm Gel coat, which is sprayed onto the mould and left to kick off. Team two applies layers of glass matt, core board and glass matt again before wet bagging all above mentioned materials to the gel coat with vinylester. A second wet bagging phase will take place on all the areas in need of extra structural strength.
A wooden frame is then tabbed on to the almost completed deck product for the purpose of de-moulding and turning the product over for installation.
Live bait wells / cooler box are installed at this time. Then the deck gets turned 180 degrees and prepared for fitment onto the hull product.
We refer to this process “Dry fitment”.

Once the deck has been dry fitted and the marriage of products is perfect (this is the only perfect marriage we are aware of), the deck and hull are bonded together with a two-part epoxy. The epoxy bond forms a molecular structural bond which joins the hull, bulkheads and deck, thus becoming one single bonded piece / mono-coque.
The gunnel has been prepared in another part of the factory simultaneously. The gunnel mould is carefully cleaned and then prepped with release agent before being sprayed with gel coat to a 0.9mm thickness.

The gel coat is left to kick-off before the core board and glass matt is wet bagged onto the gel coat in the mould for structural strength.

A PVC pipe is laminated onto the bottom of the (upside down) gunnel, from fore to aft, on both sides.
This PVC pipe which goes all the way from bow to stern is to ensure a clean run for the wiring of the courtesy lights as well as the speaker wires for loudspeakers in the bow / stern.
The underside of the gunnel is painted in white before demoulding the gunnel product. At Hammer Yachts, we pride ourselves on finishing all components, whether they are in eye-sight or not.
The next step is to flip the gunnel over and dry fit it onto the hull that has already been fitted with the deck.

Once everything fits together, the hull and gunnel are bonded together with a two-component epoxy.
Another HammerCat 35 hull has been completed.
The next stages involve fitting of the various components (centre-console, tackle station, seating module), the hardtop and struts, hanging of the engines and installation of the electrical system and electronics.
Conclusion: not every cat is born as a HammerCat, there’s a lot of work and pedigree involved.